Loss time reduction and Improvement in OEE Case Solution
According to the article, there are six factors identified that creates the delay in the tobacco company. They are breakdown, setup and adjustment, machine stoppage, startup rejects and production rejects that directly or indirectly effects the speed of the machines and the overall process. The below table outlines the types of stoppage and the OEE factors along with the example to outline the direct understanding of the problem that causes the time loss and its long term impact on the overall production level.
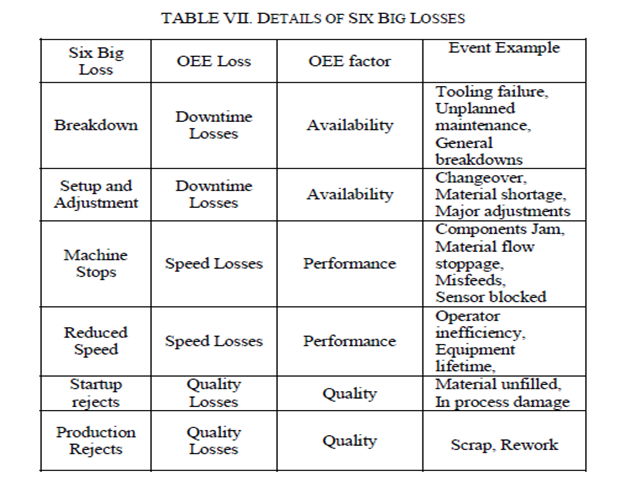
In the given chart, the general maintenance causes of the time loss that makes the organization bear the loss of time along with the investment loss of cost that is invested in the production, human resource and the machines. It reduces per day production and the effect the utilization of the machines, leading to ineffective machine usage and the malfunction in the end production.
According to the article given, the data Analysis procedure entails these factors and the effects on the cigarette production and how the FMEA model might manage the issues by correct identification and resolution. In the given process, factors such as total production units, produced quantity, loading time, operating time and downtime losses have been measured to deduct the actual phases causing the delay and time loss.
In addition to this, under the analysis of the data, the past and present trends have been analyzed to understand the types of issues that are taking place in the organization’s production process to help the researchers to understand the types of problems occurred and to develop the SOPs in order to deal with the recurred problem that may take less time and hence may reduce the total loss time.
Hence to resolve such issues and reduce the loss time, the solution for the operator to learn the independent care of the machines without the help of the maintenance staff has been proposed. Such is due to the fact that, the time taken for the maintenance team to identify and resolve the problem will be high as compared to the time operator may take to take care of the machine all by himself. This will reduce the total loss time, leading to improved performance and increased efficiency level of the machines.
Lastly, under the implementation strategy, the article outlines the two set of solution for the two major problem outlined in the initial case i.e. the stoppage and the set-up machine time issues. In order to resolve these issues, the first solution set outlines the effective training and management of the operators for the machines independently without the maintenance staff. The second issue which is the stoppage and break down of machines that could be solved by planned maintenance that may allow the organization to pursue the maintenance process on time maintenance that will allow to risk the stoppage issue and other recurred issues ahead and will keep the machines updated.
Therefore, the RCM techniques have been implemented on the machines in order to manage the operation and maintenance of the machines accordingly, leading to effective and efficient operation management with minimum default and significant usage of the machines............
This is just a sample partical work. Please place the order on the website to get your own originally done case solution.
Related Case Solutions & Analyses:
 Porto Adriatico
Porto Adriatico
 Telecommunications Regulation and Coordinated Competition in Romania
Telecommunications Regulation and Coordinated Competition in Romania
 Hancock Land Co. and Hancock Lumber Co. (B)
Hancock Land Co. and Hancock Lumber Co. (B)
 Matthew J. Martin
Matthew J. Martin
 Intel Corp.–1968-2003
Intel Corp.–1968-2003
 ZINK Imaging:
ZINK Imaging:
 Century21 Sussex and Reilly Residential
Century21 Sussex and Reilly Residential


